



Palletizer Separa Auto
Parameter teknikal
| No | Nama | Penerangan |
| 1 | Platform mengangkat | platform angkat gunting tetap hidraulik, kelajuan meningkat adalah 3-5m/min, dan kelajuan jatuh boleh laras |
| 2 | Platform | Panel Keluli Tahan Karat Teleskopik |
| 3 | Meja kemasan manual | dalam bentuk meja roda Universal |
| 4 | Sistem penghantar palet | perjalanan forklift palet dan lif mengamalkan mekanisme rantai, perjalanan palet disampaikan oleh penghantar tali pinggang modular |
| 5 | Sproket tali pinggang modular | pemprosesan keseluruhan bahan PP |
| 6 | Tali pinggang penghantar | tali pinggang mesh modul bahan POM yang diimport, ketebalan tali pinggang mesh: 12mm |
| 7 | Bahan peralatan | Pemprosesan laser plat keluli 10t |
| 8 | Kelajuan tali pinggang mesh | Max30m/min (peraturan kelajuan penukaran kekerapan) |
| 9 | Penggelek elektrik | 63.5*3 penggelek terang, permukaan tergalvani, mod penghantaran adalah transmisi roda geseran poliuretana dipacu rantai |
| 10 | Kuasa motor | menyampaikan motor 1.5KW, jenama Taiwan Wanxin |
| 11 | PLC | Jenama Siemens |
| 12 | Penyongsang | Jenama Siemens |
| 13 | Elektrik voltan rendah | Jenama Schneider |
| 14 | Penderia | Jenama Omron |
| 15 | Penampilan | Semburan elektrostatik permukaan |
Fungsi
Sistem pemprosesan hiliran yang cekap tinggi untuk barisan pengeluaran kotak karton moden
♦ Muatkan talian terdahulu
Arahan proses
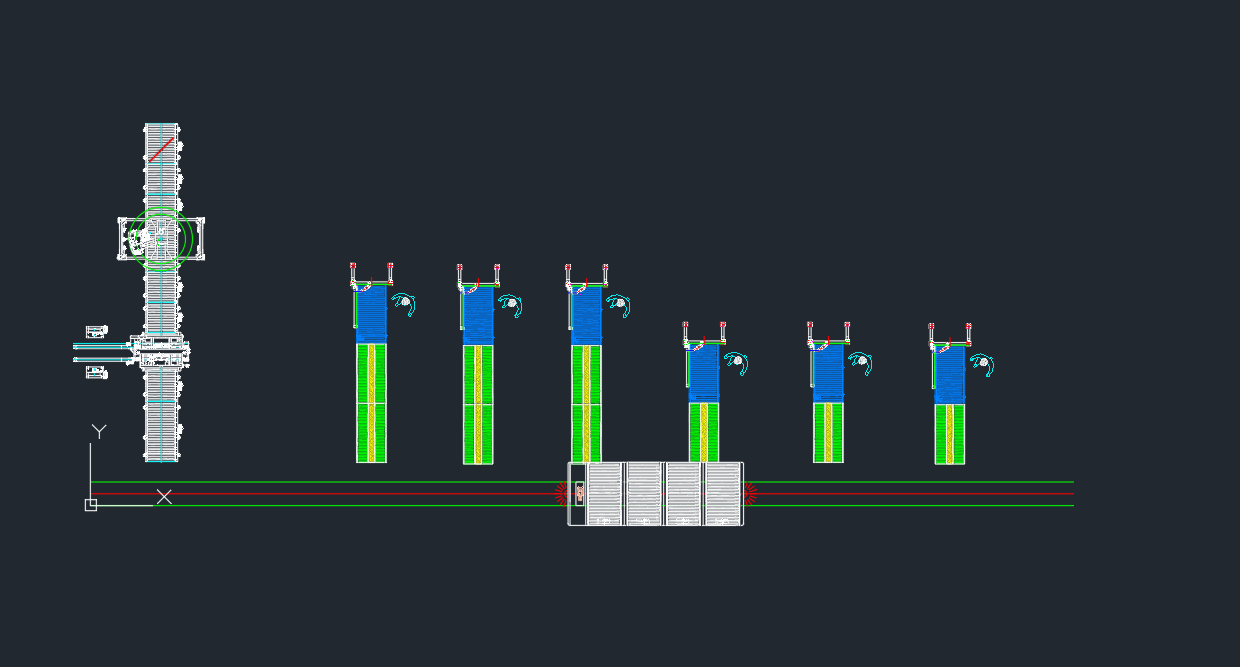
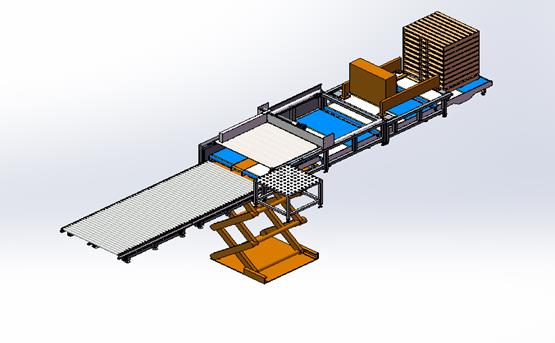
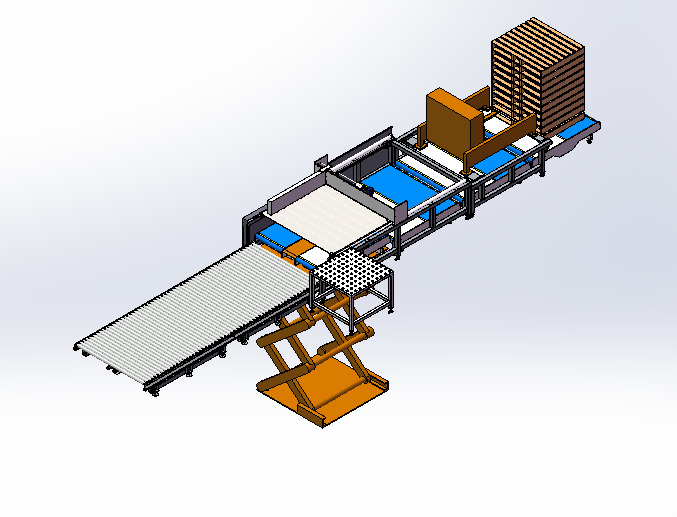
1. Letakkan satu kumpulan keseluruhan palet pada penghantar tali pinggang modul paling kanan, forklift bergerak dan mengangkat dari rendah ke tinggi palet kedua keseluruhan palet, mengangkat palet, dan meninggalkan palet pada penghantar tali pinggang modul dan mengangkutnya ke hadapan ke kedudukan lif, forklift jatuh dan baki palet diletakkan pada penghantar, dan forklift ditetapkan semula.
2. Angkut palet lain ke penghantar tali pinggang modular di hadapan lif sebagai siap sedia.Selepas palet disusun, ia dihantar ke hadapan, dan palet belakang secara automatik disampaikan.Penghantar tali pinggang modul paling kanan mempunyai fungsi pengesanan.Teruskan bekerja selepas menunggu palet seterusnya diletakkan.
3. Ambil kadbod yang dibungkus secara manual dan susunkannya pada platform pengisihan manual, dan letakkan kadbod pada platform lif untuk disusun.Selepas lapisan kadbod disusun dengan baik, pijak suis kaki secara manual, panel ditarik ke belakang, dan lif secara automatik menjatuhkan ketinggian kadbod susun, kemudian pijak suis kaki, platform dilanjutkan, dan lapisan seterusnya susun atur dijalankan.Ketinggian susun boleh ditetapkan terlebih dahulu.Apabila ketinggian susun mencapai ketinggian yang ditentukan, lif secara automatik naik ke kedudukan mendatar, dan kadbod susun bergolek ke hadapan secara elektrik.Ia juga boleh disampaikan secara manual mengikut ketinggian susun.


